之前與大家介紹過泵體齒輪的端面磨削案例,今天向大家介紹泵體的雙端面磨削案例,由于這種泵體的外徑較大,不僅平面度及平行度要求高,而且尺寸精度要求高,普通的雙端面磨床及研磨設備很難達到要求。
工件要求:外徑:118.5mm 厚度:14 材質:鑄鐵 平行度:0.005mm 平面度:0.005mm 尺寸精度:0.007mm
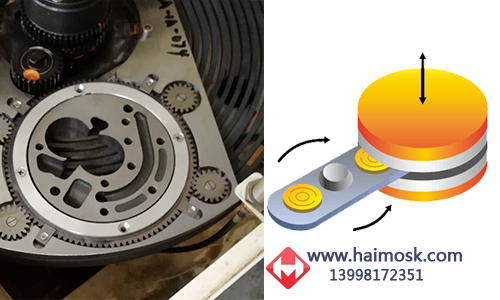
雙工位擺臂切入式磨削方式
采用擺臂切入式雙端面磨床磨削方式,利用夾具裝夾工件,采用驅動電機驅動工件自轉,采用雙工位進行磨削,一個工位上料,另一個工位下料,保證工件24小時不間斷磨削,并利用機械手對工件進行上下料抓取,雙端面磨削后,采用機械手下料,雙端面磨削工序完成,流轉到下一工序。
檢測方式


泵體雙端面磨床磨削結果
工件外徑:118.5mm;
厚度:14mm;
材質:鑄鐵;
加工余量:0.05mm;
尺寸精度:±0.0035mm;
平面度:0.005mm;
平行度:0.005mm
粗糙度:Ra0.8