轉向泵是汽車轉向其系統的重要組成部件��,而配油盤又是轉向泵的核心零件����,隨著我國汽車工業的發展��,我國的轉向泵配油盤的單端面磨床磨削工藝也日益成熟����,目前轉向泵配油盤由原來的粗磨加精磨的磨削工藝正在向著粗磨精磨一次完成的工藝發展�����,傳統的單端面磨削工藝不僅工藝繁瑣��,而且浪費人力,目前我公司的轉向泵配油盤單端面磨床磨削工藝已經在東睦集團成熟應用���。這也標志傳統的單端面磨削工藝被新型的海默單端面磨床磨削工藝所取代。
轉向泵配油盤單端面磨床磨削新老磨削工藝對比
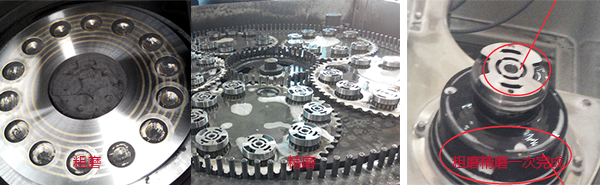
轉向泵配油盤單端面磨削采用原有的圓臺磨床粗磨再用單端面研磨機進行精磨��,新型的單端面磨床磨削工藝采用雙工位單端面磨床強力磨削�,合并原有的磨削工序��。
轉向泵配油盤單端面磨削圖紙
轉向泵配油盤外徑:67mm���;厚度:24mm��;平面度:0.003mm;厚度公差:0.01mm;粗糙度:Ra0.2����;
材質:粉末冶金��;硬度HRC20。
轉向泵配油盤單端面磨床磨削檢測情況
本次轉向泵配油盤單端面磨床磨削采用三坐標對工件的平行度、平面度及厚度尺寸進行檢測,采用便攜式粗糙度儀檢測工件的粗糙度�。
了解更多出油泵側板單端面磨床磨削視頻>>
轉向泵配油盤單端面磨床檢測結果
本次轉向本配油盤單端面磨床磨削過程中��,抽檢20個工件,針對20個工件進行三坐標檢測,平行度���、平面度、尺寸公差均在0.002mm之間。滿足客戶加工轉向泵配油盤的圖紙要求,并且保證CPK1.33以上。
















